
Ventajas y desventajas de los hilos de extrusión en frío y el proceso de hilos de corte
puntos de vista : 14365
autor : Ron
tiempo de actualizacion : 2020-01-09 16:46:44
Ventajas y desventajas de hilo de extrusión en frío s y corte proceso hilo s
Editor : Ron
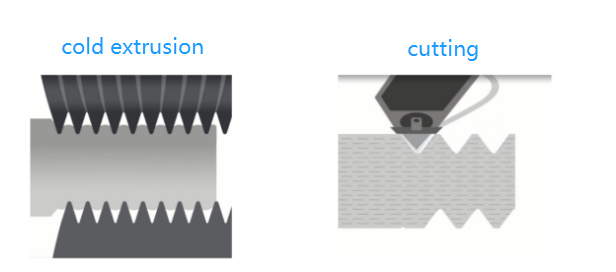
Comparación de principios de procesamiento:
Los hilos de extrusión en frío (tipo cilíndrico y tipo plano) son hilos formados por la extrusión de una pieza de trabajo por el troquel rodante, y los hilos de corte (rectificado, torneado, fresado y molde de tornillo) se forman al eliminar el exceso de la pieza de trabajo con un cortador o un hilo de muela.
1. comparación de la resistencia a la tracción; Después de cortar el hilo, se elimina el material sobrante de la pieza de trabajo y se corta la estructura de fibra metálica, por lo que la resistencia a la tracción y la tenacidad de la pieza de trabajo se reducirán relativamente. Después de la extrusión en frío, la estructura de fibra del tejido de la pieza de trabajo se comprime y expande debido a la formación en frío, lo que hace que el tejido sea más compacto, y la superficie del hilo se endurece para aumentar la resistencia y la dureza del hilo.
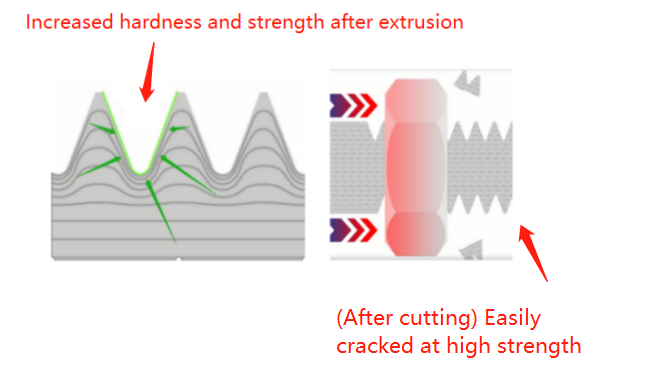
Por lo tanto, los hilos extruidos en frío se pueden usar ampliamente en posiciones importantes en áreas importantes que requieren piezas de alta resistencia como aeroespacial, piezas de automóviles, equipos médicos y construcción. Los hilos de corte no se pueden utilizar en los campos anteriores por razones de seguridad.

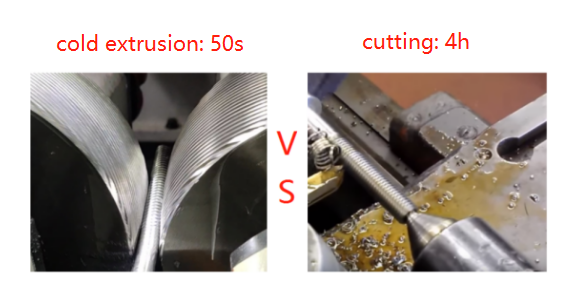
2. comparación del costo de producción: los hilos extruidos en frío se forman al mismo tiempo mediante matrices rodantes, y el tiempo de procesamiento es rápido; mientras que el hilo de corte requiere múltiples cortes de la pieza de trabajo por la herramienta para formarse, y el tiempo de procesamiento es relativamente largo .; Al mismo tiempo de procesamiento, la capacidad de producción del equipo de corte es mucho menor que la del equipo de extrusión en frío. Por ejemplo, un tornillo en forma de T con una longitud de 1 metro de T20X2.5mm se puede completar en aproximadamente 30-50 segundos usando una máquina de extrusión en frío, pero se tarda unas 3-4 horas en cortar una máquina de roscar.
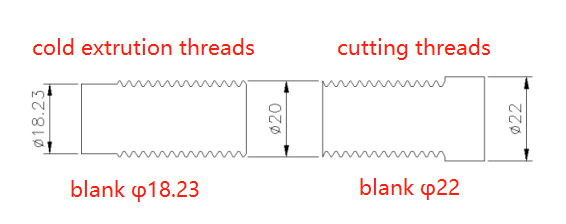
3. Comparación de la utilización del material: los hilos de extrusión en frío es el hilo que se formó al expandir la pieza de trabajo en blanco mediante matrices rodantes, por lo que no hay desperdicio. Debido a que el diámetro exterior después del moldeo es mayor que la pieza en bruto, el material se guarda directamente.
Por ejemplo, tornillo métrico triangular M20x2.5mm, el diámetro exterior de la pieza en bruto solo necesita ser 18.23mm. El hilo de corte se corta quitando el margen. El blanco del hilo de corte usa un blanco que es más grande que el diámetro exterior del hilo. Cuanto más largo sea el espacio en blanco, mayor será el espacio en blanco, lo que generará una gran cantidad de desperdicio. Las materias primas requeridas son correspondientemente mucho más, el costo también aumenta; por ejemplo, tornillo M20x2.5mm de 60 cm de largo, el diámetro exterior de la pieza en bruto necesita 22 mm.
4. Comparación de la precisión del procesamiento: debido a que los hilos extruidos en frío se extruyen a través de un troquel, una vez que se determina el troquel, la cavidad se fija, por lo que la precisión del hilo extruido cada vez se puede mantener; Los hilos de corte se forman cortando varias veces con una herramienta. Mientras la herramienta esté desgastada, el hilo formado será diferente, afectando la consistencia de la pieza de trabajo; También trae muchos problemas a la inspección de la pieza de trabajo.
prueba de precisión de troqueles rodantes

Cuando elegimos la tecnología de procesamiento de producción, si la cantidad de piezas es relativamente pequeña, elegiremos el torneado (como la rosca de sujeción de las piezas de mantenimiento o las piezas del eje); si la parte de la rosca de esta parte requiere una alta precisión, debemos elegir para moler (el hilo utilizado para medir debe ser rectificado); los productos producidos por extrusión en frío tienen una resistencia a la tracción única, menor costo de tiempo, menor costo de material, buena consistencia de moldeo y son adecuados para la producción en masa de piezas, por lo que este proceso es ampliamente utilizado por nosotros
Consultor técnico: Fuxin Hong Revisor técnico: Yi Lau
Editor : Ron
Comparación de principios de procesamiento:
Los hilos de extrusión en frío (tipo cilíndrico y tipo plano) son hilos formados por la extrusión de una pieza de trabajo por el troquel rodante, y los hilos de corte (rectificado, torneado, fresado y molde de tornillo) se forman al eliminar el exceso de la pieza de trabajo con un cortador o un hilo de muela.

1. comparación de la resistencia a la tracción; Después de cortar el hilo, se elimina el material sobrante de la pieza de trabajo y se corta la estructura de fibra metálica, por lo que la resistencia a la tracción y la tenacidad de la pieza de trabajo se reducirán relativamente. Después de la extrusión en frío, la estructura de fibra del tejido de la pieza de trabajo se comprime y expande debido a la formación en frío, lo que hace que el tejido sea más compacto, y la superficie del hilo se endurece para aumentar la resistencia y la dureza del hilo.

Por lo tanto, los hilos extruidos en frío se pueden usar ampliamente en posiciones importantes en áreas importantes que requieren piezas de alta resistencia como aeroespacial, piezas de automóviles, equipos médicos y construcción. Los hilos de corte no se pueden utilizar en los campos anteriores por razones de seguridad.

2. comparación del costo de producción: los hilos extruidos en frío se forman al mismo tiempo mediante matrices rodantes, y el tiempo de procesamiento es rápido; mientras que el hilo de corte requiere múltiples cortes de la pieza de trabajo por la herramienta para formarse, y el tiempo de procesamiento es relativamente largo .; Al mismo tiempo de procesamiento, la capacidad de producción del equipo de corte es mucho menor que la del equipo de extrusión en frío. Por ejemplo, un tornillo en forma de T con una longitud de 1 metro de T20X2.5mm se puede completar en aproximadamente 30-50 segundos usando una máquina de extrusión en frío, pero se tarda unas 3-4 horas en cortar una máquina de roscar.

3. Comparación de la utilización del material: los hilos de extrusión en frío es el hilo que se formó al expandir la pieza de trabajo en blanco mediante matrices rodantes, por lo que no hay desperdicio. Debido a que el diámetro exterior después del moldeo es mayor que la pieza en bruto, el material se guarda directamente.
Por ejemplo, tornillo métrico triangular M20x2.5mm, el diámetro exterior de la pieza en bruto solo necesita ser 18.23mm. El hilo de corte se corta quitando el margen. El blanco del hilo de corte usa un blanco que es más grande que el diámetro exterior del hilo. Cuanto más largo sea el espacio en blanco, mayor será el espacio en blanco, lo que generará una gran cantidad de desperdicio. Las materias primas requeridas son correspondientemente mucho más, el costo también aumenta; por ejemplo, tornillo M20x2.5mm de 60 cm de largo, el diámetro exterior de la pieza en bruto necesita 22 mm.

4. Comparación de la precisión del procesamiento: debido a que los hilos extruidos en frío se extruyen a través de un troquel, una vez que se determina el troquel, la cavidad se fija, por lo que la precisión del hilo extruido cada vez se puede mantener; Los hilos de corte se forman cortando varias veces con una herramienta. Mientras la herramienta esté desgastada, el hilo formado será diferente, afectando la consistencia de la pieza de trabajo; También trae muchos problemas a la inspección de la pieza de trabajo.
prueba de precisión de troqueles rodantes

Cuando elegimos la tecnología de procesamiento de producción, si la cantidad de piezas es relativamente pequeña, elegiremos el torneado (como la rosca de sujeción de las piezas de mantenimiento o las piezas del eje); si la parte de la rosca de esta parte requiere una alta precisión, debemos elegir para moler (el hilo utilizado para medir debe ser rectificado); los productos producidos por extrusión en frío tienen una resistencia a la tracción única, menor costo de tiempo, menor costo de material, buena consistencia de moldeo y son adecuados para la producción en masa de piezas, por lo que este proceso es ampliamente utilizado por nosotros
Consultor técnico: Fuxin Hong Revisor técnico: Yi Lau